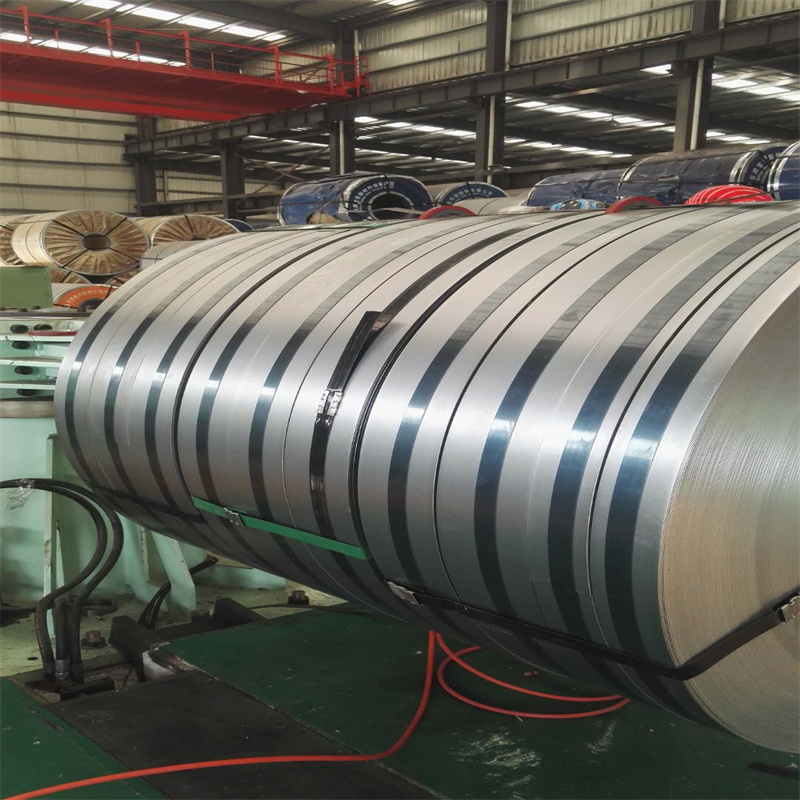
Высокая якасць спіральных сталёвых труб


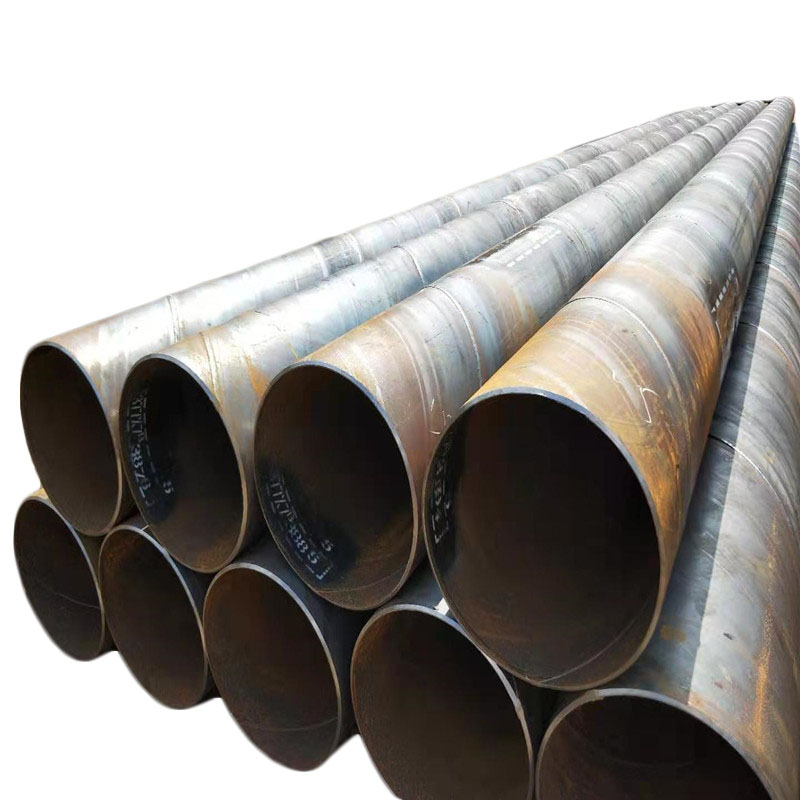
Высокая якасць спіральных сталёвых труб
Звычайна выкарыстоўваюцца спіральныя трубы ў Кітаі: Q235A, Q235B, Q345, L245, L290, X42, X52, X60, X70, X80, 0Cr13, 1Cr17, 00cr19ni11, 1Cr18Ni9 і 01nb.Агульныя стандарты для спіральных труб звычайна падзяляюцца на: SY / t5037-2018 (стандарт міністэрства, таксама вядомы як сталёвая труба, зварная спіральным швом пад вадой для звычайнага трубаправода перадачы вадкасці), GB / T9711.1-1997 (нацыянальны стандарт, таксама вядомы як тэхнічныя ўмовы пастаўкі сталёвых труб для трансмісіі для нафтагазавай прамысловасці, частка I: сталёвыя трубы класа А (сталёвыя трубы класа GB / t9711.2 са строгімі патрабаваннямі)), api-5l (Амерыканская нафтавая асацыяцыя, таксама вядомая як трубаправодная сталёвая труба );У тым ліку PSL1 і PSL2), SY / t5040-92 (спіральная зварная сталёвая труба пад флюсом для палі).
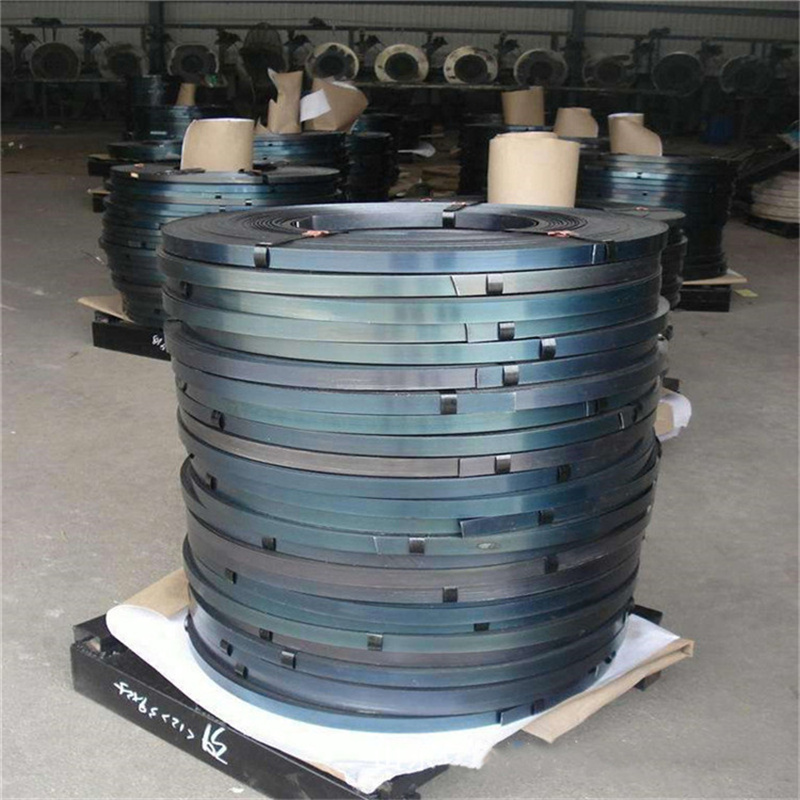
(1) сыравіна, г.зн. стужка сталёвага рулона, зварачны дрот і флюс.Перад уводам неабходна правесці строгі фізічны і хімічны кантроль
(2) Стыковы зварка галоўкі і хваста паласы сталёвай стужкі прымае зварку пад флюсом з аднаго дроту або двайнога дроту, а для рамонтнай зваркі пасля пракаткі ў сталёвую трубу выкарыстоўваецца аўтаматычная зварка пад флюсом.
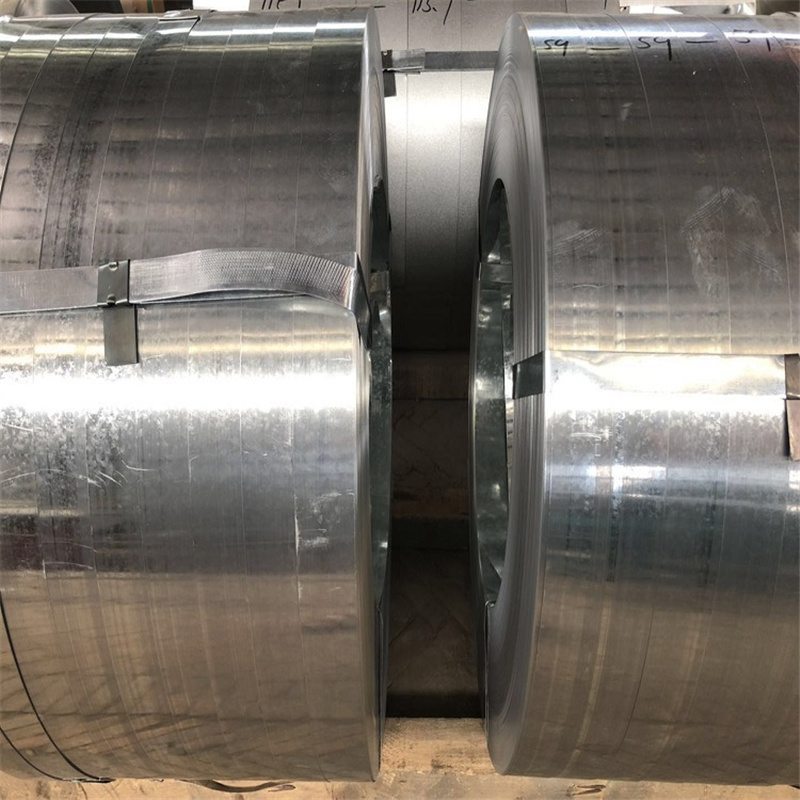
(3) Перад фармаваннем сталь паласы выраўноўваюць, абразаюць, стругаюць, ачышчаюць паверхню, транспартуюць і папярэдне згінаюць
(4) Электрычны кантактны манометр выкарыстоўваецца для кантролю ціску цыліндру прэсавання алею з абодвух бакоў канвеера, каб забяспечыць бесперашкодную транспарціроўку стужачнай сталі
(5) Прыняць знешняе кіраванне або ўнутраны кантроль фармавання рулона
(6) Прылада кантролю зварнога зазору выкарыстоўваецца, каб гарантаваць, што зварны зазор адпавядае патрабаванням да зваркі, а дыяметр трубы, перакос і зварны зазор строга кантралююцца
(7) Як унутраная зварка, так і вонкавая зварка прымаюць амерыканскі зварачны апарат Lincoln Electric для зваркі падводнай або двухдротнай зваркі, каб атрымаць стабільныя спецыфікацыі зваркі
(8) Усе зварныя зварныя швы правяраюцца з дапамогай бесперапыннага ультрагукавога аўтаматычнага дэфекташукальніка, каб забяспечыць 100% ахоп NDT спіральных зварных швоў.Калі ёсць дэфекты, ён будзе аўтаматычна сігналізаваць і распыляць меткі, а вытворчыя работнікі ў любы час адрэгулююць параметры працэсу, каб своечасова ліквідаваць дэфекты
(9) Сталёвая труба разразаецца на асобныя часткі з дапамогай машыны для паветрана-плазменной рэзкі
(10) Пасля разрэзкі на адну сталёвую трубу кожная партыя сталёвых труб павінна падвяргацца строгай сістэме першага кантролю для праверкі механічных уласцівасцяў, хімічнага складу, стану плаўлення, якасці паверхні сталёвых труб і NDT, каб пераканацца, што выраб труб працэс кваліфікаваны, перш чым ён можа быць афіцыйна запушчаны ў вытворчасць
(11) Дэталі з бесперапыннымі акустычнымі дэфектамі на зварным шве павінны быць паўторна правераныя з дапамогай ультрагукавога і рэнтгенаўскага выпраменьвання ўручную.Пры наяўнасці дэфектаў пасля рамонту яны зноў падлягаюць NDT, пакуль не будзе пацверджана, што дэфекты былі ліквідаваны
(12) Труба стыковага зварнога шва з стужачнай сталі і тройнага злучэння, які перасякаецца спіральным зварным швом, правяраюць рэнтгенаўскім тэлебачаннем або фільмам.
(13) Кожная сталёвая труба падлягае гідрастатычным выпрабаванням, і ціск прымае радыяльнае ўшчыльненне.Выпрабавальны ціск і час строга кантралююцца мікракампутарнай прыладай выяўлення ціску вады ў сталёвых трубах.Параметры тэсту аўтаматычна друкуюцца і запісваюцца
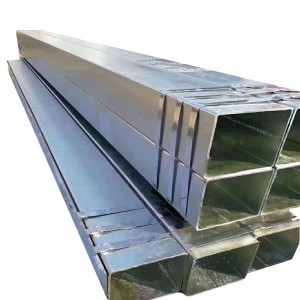
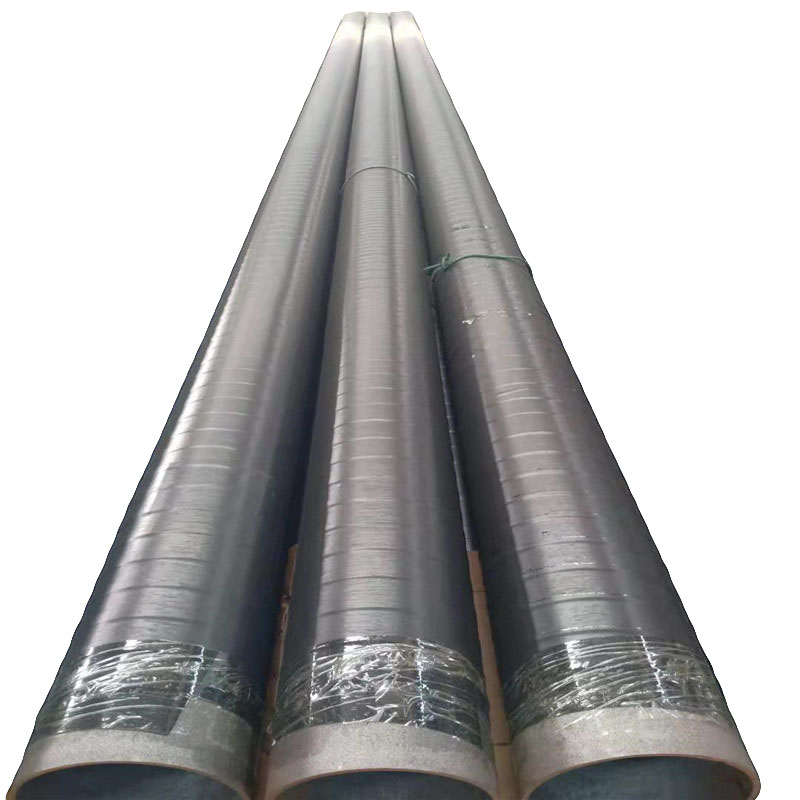
(14) Канец трубы апрацаваны, каб дакладна кантраляваць перпендыкулярнасць, кут нахілу і тупы край тарца.Спіральная зварная труба пад флюсом для транспарціроўкі вадкасці пад ціскам выкарыстоўваецца ў асноўным для трубаправодаў, якія транспартуюць нафту і прыродны газ.
Сталёвая труба мае моцную апорную здольнасць і добрую пластычнасць, што зручна для зваркі і апрацоўкі;Зварная сталёвая труба са спіральным швом для агульнай перадачы вадкасці пры нізкім ціску вырабляецца з дапамогай двухбаковай аўтаматычнай зваркі пад флюсом або аднабаковага метаду зваркі, які выкарыстоўваецца для агульнай перадачы вадкасці нізкага ціску, такой як вада, газ, паветра і пара .
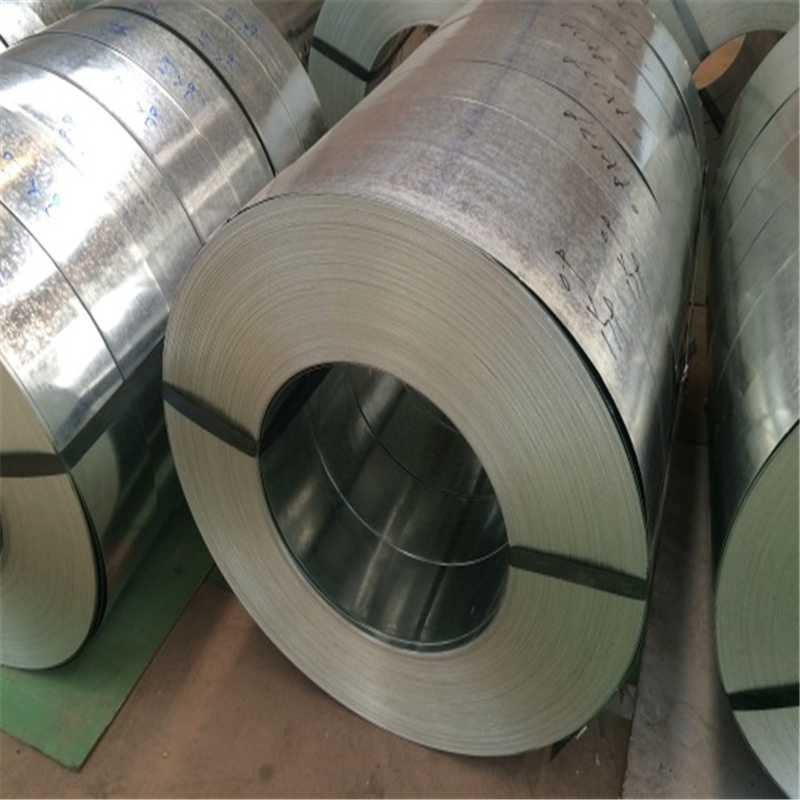
Зварная труба з прамой швом мае перавагі простага вытворчага працэсу, высокай эфектыўнасці вытворчасці, нізкай кошту і хуткага развіцця.Трываласць спіральна зварных труб, як правіла, вышэй, чым у прамой зварных труб.Ён можа вырабляць зварную трубу з большым дыяметрам трубы з вузкай загатоўкай і зварную трубу з розным дыяметрам трубы з загатоўкай такой жа шырыні.Аднак у параўнанні з прамой шва трубы такой жа даўжыні даўжыня зварнога шва павялічваецца на 30 ~ 100%, а хуткасць вытворчасці нізкая.Такім чынам, для зварных труб малога дыяметра ў асноўным выкарыстоўваецца зварка прамога шва, а для зварных труб вялікага дыяметра — спіральная зварка.Спіральная труба ў асноўным выкарыстоўваецца ў тэхніцы вадаправоднай вады, нафтахімічнай прамысловасці, хімічнай прамысловасці, электраэнергетыкі, арашэння сельскай гаспадаркі і гарадскога будаўніцтва.Гэта адзін з 20 ключавых прадуктаў, распрацаваных у Кітаі.Для транспарціроўкі вадкасці: водазабеспячэнне, дрэнаж, тэхніка ачысткі сцёкавых вод, транспарціроўка бруду, марскі водны транспарт.Для перадачы газу: газ, пара і звадкаваны нафтавы газ.Для канструкцыі: як труба забівання паль і мост;Трубы для прычалаў, дарожных і будаўнічых канструкцый, марскія свайныя трубы і інш.